


Abstract:
In today's manufacturing market, businesses are striving to find ways to become more efficient. In garment industry manufacturing throughput time is the time between the release of an order to the factory floor and its receipt into finished good. The through put time is also called as change over time. Through put time in manufacturing garment plays very important role for reducing the work-in-process time and improving the garment quality with less production cost also it reduces the time required to respond the customer orders. The factors those are responsible for the reduction of manufacturing throughput time are somewhat confusing because throughput time reduction can indeed be a doubting task due to the many factors that influencing it and their complex interactions. There are some basic principles that, when applied correctly can be used to reduce manufacturing throughput time.
Introduction
Human beings are social beings and hardly ever live and work in isolation. We always plan, develop and manage our relations both consciously and unconsciously. The relations are the outcome of our actions and depend to a great extent upon our ability to manage our actions. From childhood each and every individual acquire knowledge and experience on understanding others and how to behave in each and every situations in life. Later we carry forward this learning and understanding in carrying and managing relations at our workplace. The main concept of training by the human resource management is the matter of managing the situations at the work place.
Human Resource Management (HRM) is very much accepted in academic and industrial circles and it is multidisciplinary organizational function which takes out theories and ideas from various fields such as management, psychology, sociology and economics. Every business unit needs human resource (manpower) for the conduct of different business activities. In fact, no organisation can exist or operate efficiently without the support of human resource. The human resource includes top level managers, executives, supervisors and other subordinate / lower level staff / employees.
Generally the organization has to estimate its future manpower needs with their proper training and to adjust their planning and development programmers accordingly. This is called 'staffing' function of management. Human resource management is also described as personnel management or manpower management.
1. Human Resource:
In an industrial unit, large numbers of persons are employed in order to conduct various operations and activities. This is treated as human resource or manpower employed. A business unit needs material resources as well as human resource for the conduct of various activities. Of all the "M"s in management (such as Materials, Machines, Methods and Money) the most important "M" stands for Men i.e., manpower working in the organization. It is through manpower/employees that all other ingredients of an enterprise money, machines, materials, marketing, etc., are managed. In brief, Human Resource (HR) constitutes the most important and the most productive resource of an industrial / business unit. It is rightly said that "machines are important in the production process but the man behind the machines is more important". He transforms the lifeless factors of production into useful products. Human resource (HR) is an important asset of a business unit. Well-trained, loyal and efficient team of workers brings success and stability to a business unit. This suggests the importance of human resource in business.
2. Job Analysis
Job analysis is prior to recruitment. Job means a task or a specific activity to be performed in one or the other department of a production unit. Clear understanding of the job is called job analysis. It creates a proper background for recruitment and selection. Job analysis is the process of collecting all relevant information relating to the job. This information relates to the nature and features of a job and the qualities and qualifications required for performing the job efficiently. Job analysis provides basic information which facilitates scientific recruitment and selection. According to Edwin
Flippo, "Job analysis is the process of studying and collecting information relating to the operations and responsibility of a specific job."
Main Steps to Reduce Through-put Time by job analysis:-
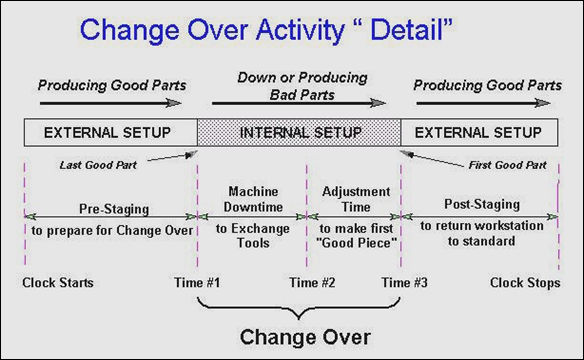
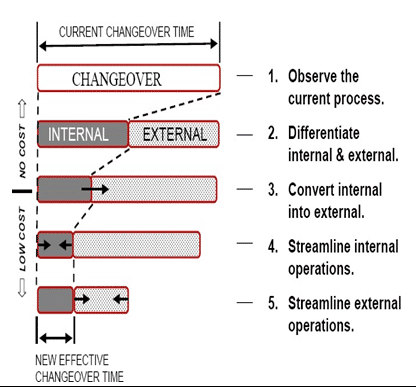
In theory, Change Overtime is defined in four steps but these steps are non-sequential.
1. Suppress the useless operations.
2. Work together,
3. Simplify fittings and fasteners,
4. Suppress adjustments and trials.
The first two steps mainly focus on organizational improvement; while the last two steps focus on the improvement of product design.
Material and Method:-
For reducing the production throughput time we have considered important factors such as: Layout, Man, Machine and Material. By following the five steps given below we took the study of line set up.
1.Layout: - In this study the best possible line layout is used. It means placing of machine and centre table as per style requirement. The main purpose of the choosing better layout is to reduce transportation time in the line as much as possible.

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Scientific workstation layout: -
The scientific workstation layout means the layout which defines from where an operator will pick up work and where she will dispose the stitched garment as well as it decides or predict the minimum time for picking and disposal of the garment. During the workstation designing, we followed following key principles.
1. The components to be worked on should be positioned as near to the needle as possible.
2. Direction of the components where is positioned on the table or track should be such that during moving the component to the needle point does not needle to turn it.
3. Placing of work at the same place of the machine table so that operator can easily slide it to needle point.
2. Machine: -
In this the storage of the machines which are not in use has been given the concentration in order to reduce the throughput time and for this purpose following charts are prepared in order to locate the required machines at the required time.
Charts: -
Daily report chart: -
| Daily machine detail | Date |
| Type of machine | Single needle |
| Number of machines |
|
| Clear machines |
|
| Under maintenance machines |
|
| Rejected machines |
|
| Machine store room:- |
| ||||||||
|
|
| 1 |
| 2 |
| 3 |
| 4 |
|
|
|
| 1 |
| 2 |
| 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1 |
| 2 |
| 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1 |
| 2 |
| 3 |
| 4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1 |
| 2 |
| 3 |
|
|
|
| Under maintenance | 1 | 2 |
| 3 |
| 4 |
|
|
|
|
|
|



 Results and Discussion:
Results and Discussion:
In this study we have used a systematic method for reducing the through put time in the production line setting in the garment industry. By the above mentioned five steps the machinery line set up time is checked and this time has been compared with the time taken for line setup before implementing the above discussed method. The time taken for line set up before and after adopting the systematic method is as given in the following table 1.
Table 1
| Line Number | Style | Before Study (Min) | After Study (Min) | % Reduction in the time |
| Line No 8 | Round Neck T Shirt | 205 | 68 | 66.83 |
| Line No 14 | Jegging | 230 | 76 | 66.96 |
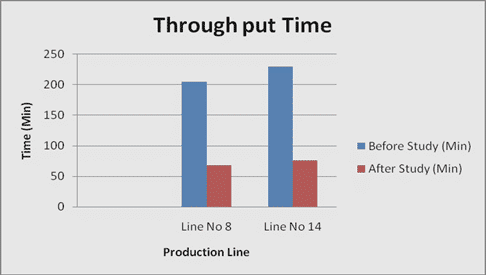
Figure 1
Above table 1 and figure 1 revels that, by the above mentioned systimatic method of line set up the time required for production line set up is reduced by about 67%. It is also confirmed that, the ‘P’ value is 0.008038 which is less than 0.05 reflects in to the conclusion that, there is significant difference between the time measured before and after the adoption of systimatic method by this it can is proved that this method is very much useful for the garment industry.
In the garment industry it is found that, the machinary factor contributs near about 35% of the total time required for production line setting. By this study the through put time is reduced by about 67% of the machinary factor so far the total reduction in line setting time is by about 23% and which is considerable.
This research study plays very important role for the reduction in total line setting time whenever a style changes.
Conclusions:
![]() The previous line set up time, which is the time required for the line set up was studied and is found to be more which was reduced by perfect HR technnique.
The previous line set up time, which is the time required for the line set up was studied and is found to be more which was reduced by perfect HR technnique.
![]() Then it was searched that which problem was delaying the line set up, there are mainly two problem are found to be responsible, one is the man and another is machine.
Then it was searched that which problem was delaying the line set up, there are mainly two problem are found to be responsible, one is the man and another is machine.
![]() For reducing the machine set up time, we created the various locations for storing the machine in various group and to prepare the daily machine chart. To fill up the daily machines details.
For reducing the machine set up time, we created the various locations for storing the machine in various group and to prepare the daily machine chart. To fill up the daily machines details.
![]() After that I was follow this system then time required for machine set up is reduced the 65 to 70% compare with the previous machine set up time.
After that I was follow this system then time required for machine set up is reduced the 65 to 70% compare with the previous machine set up time.
![]() After I was using the skill matrix for proper man allocation and to use the skill operator for critical operation then to improve the productivity for particular style.
After I was using the skill matrix for proper man allocation and to use the skill operator for critical operation then to improve the productivity for particular style.
Reference:-
1. Du, 1999. Combinatorial optimization. SIAM Review. v41 i3. 612-613.
2. Erel et al., 2005. Stochastic assembly line balancing using beam search. International Journal of Production Research. v43. 1411-1426.
3. Ghosh and Gagnon, 1989 A comprehensive literature review and analysis of the design, balancing and scheduling of assembly systems. International Journal of Production Research. v27 i4. 637-670.
4. Gerry Cooklin, Introduction to clothing manufacturing, second edition, page number- 163 to 174.
5. Martand Telsang, Industrial engineering and production control, pages number- 26 to 100.
6. Eom et al., 1998. A survey of decision support system applications (1988-1994). The Journal of the Operational Research Society. v49 i2. 109-120.
Erel and Sarin, 1998. A survey of the assembly line balancing procedures. Production Planning and Control. v9 i5. 414-434.




Comments